外观检查基础
目视/染色检查的原则和最佳设置
外观检查用于检查零件和产品表面的异物、划痕和缺陷。一般情况下,以下检查内容属于外观检查范围。
- 食品容器上的异物:异物检查
- 布上污物:污物检查
- 金属/树脂零件上的划痕:划痕检查
- 树脂/橡胶成型过程中出现的切屑和毛刺:缺陷检查
- 检查LED是否未点亮:缺陷检查
通常,外观检查是目视进行的。然而,近年来,随着工厂自动化(FA)的引入,图像处理系统也出现了。介绍外观检查的基本原则。

污渍检查工具的原理
段
机器视觉系统从CCD图像传感器检测到的强度数据变化为污点或边缘。但是,对每个像素进行处理需要花费大量的时间,并且噪声可能会影响检测结果。因此,机器视觉系统使用由几个像素组成的小区域的平均强度。在CV-X系列中,这个小区域被称为“节段”,通过比较这些节段的平均强度来检测斑点。

着色检测工具的算法(分段比较和计算方法)
本节介绍CV-X系列上配备的染色检查工具的算法。
检测原理(指定检测方向为X时)
- 污渍检测工具测量指定区域(段)的平均强度,并将其移动到段大小面积的1/4。
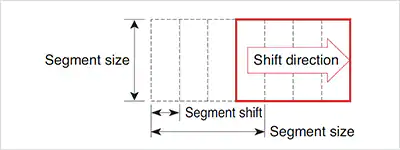
- 它确定4个分段(包括标准分段)的最大和最小强度之间的差异(① 95(如下图所示)。这种差异被认为是标准段的染色程度。
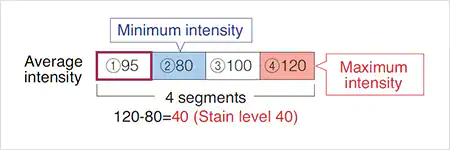
- 当染色水平超过当前阈值时,将标准段视为染色。在测量区域中超过预设阈值的次数称为“着色区域”。重复这个过程,在测量区域内不断移动标准线段。




在后续的过程中,重复步骤(1)到(3),目标段按区域内的行程范围移动。
当X和Y方向被指定为检测方向时

使用标准段作为参考,计算X和Y方向上16个段的最大和最小强度之间的差值。
通过比较总共16个片段,而不仅仅是X方向上的4个片段,可以检测更小更细微的强度变化(污点)。
染色检查工具背后的原理概述
污迹检查工具是一种可以检测到密度变化点的工具,如划痕和污垢,与周围的每一个像素小单位(称为“片段”)相比。通过对每个分段的处理,可以在降低噪声影响的同时实现高速,并通过与周围多个候选分段的比较,传统上难以检测到的“小划痕”和“薄斑点”等,现在可以检测到。

污点检查工具的最佳设置
最佳段大小
本节介绍如何正确设置染色检查工具。可以通过调整段大小来优化检测灵敏度和处理时间。
右边的图表显示了染色水平和处理时间根据片段大小的变化(使用KEYENCE的CV-X系列)。
当切片大小与目标大小几乎相同时,染色水平最大。这意味着可以通过将分段尺寸调整为实际目标尺寸来优化检测灵敏度和处理时间。


最佳切片尺寸=染色尺寸(mm) ×编号。Y方向的像素/ Y方向的视场(mm)
例)当染色尺寸为2 mm2,视场为120 mm2,使用240000像素相机(Y方向480像素)时,
2×480÷120=段尺寸8
段移动/间隙调整根据图像
染色检查工具参数、段移位和间隙调整,确定用于强度比较的段移位量。通过调整这些参数,可以检测出具有不同特征的小缺陷和细微污点。

为了检测小的缺陷,需要通过将segment shift和Gap adjust设置为小值来精细地比较段强度。另一方面,为了检测细微的斑点,需要将这两个参数设置为较大的值,广泛地比较段强度。这样,与缺陷或污点的类型相对应的适当设置,可以使检测稳定。
染色模式的最佳设置总结
调整最佳段尺寸和旅行范围/比较间隔设置,使目标的最佳检查。您可以通过调整线段大小,使其与污渍/瑕疵的大小一致,以确保最佳设置;并根据污渍/瑕疵的大小和色度确定行程范围和比较间隔。
圆形工件的染色检验
许多种类的圆形工件,如PET瓶、轴承或O形圈,需要圆形区域进行目视检查。
当CV-X系列搜索圆形区域时,程序进行极坐标转换。为了检测斑点,它将一个圆形窗口(检测片段)转换为矩形,并在圆形和径向两个方向比较片段的强度。

对污渍检查工具有用的预处理过滤器
减影滤镜:印刷时应忽略,只检测污渍
如果在没有任何参考的情况下仅测量强度变化,则无法区分污渍和正确印刷。对比度大于污渍的印刷品随后被检测为瑕疵。
在预处理过程中,注册一个合适的图像,然后使用减法滤波器将其与当前图像进行比较。然后,在256个级别上比较滤波图像的平均强度。这样就可以对打印复杂的工件进行染色检查。

实时减法过滤器
实时减法滤波器通过使用扩展和收缩滤波器区分原始图像和图像,仅提取小缺陷。使用此过滤器,您既不必指定检查区域,也不必调整目标的位移(适用于复杂形状)。通过添加一个简单的设置调整,可以检查形状复杂的目标。


目视/染色检查总结
请注意以下三点,以便最佳使用染色检查工具:
- 调整切片大小到染色大小
- 根据染色的大小或强度设置分段偏移/间隙调整
- 根据工件的条件使用预处理过滤器
然而,清晰的图像对于充分利用机器视觉系统的功能绝对重要。
下一个主题是尺寸测量(边缘检测)的原理和应用。边缘检测可用于各种应用,如位置、宽度、俯仰和角度测量。下面我们来看看边模式的算法和应用。
















